Hyper-Intellisense Inspection System
The Hyper-Intellisense Inspection System is advanced equipment capable of identifying foreign substances, impurities, compositions, and product qualities using spectrum analysis within specific wavelength ranges.
Hyper-Intelligence inspection technology can identify foreign substances or defects that may not be visible to the naked eye by analyzing the spectrum within specific wavelength ranges. This detection is grounded in the chemical composition of the object, enabling real-time monitoring of product quality information on the production line.

Agricultural & Food Inspection : HIS-6000D
Plastic Inspection : HIS-300BV
Clothing and Textile Inspection : HIS-300B
Where Hyper-Intellisense Can Be Used
Agricultural & Food
Inspection of Foreign Substances, Specific Component Content, Quality, etc.








Pharmaceuticals
Heterogeneous/Counterfeit/Component Analysis etc.



Recycling
Inspection for Sorting Recyclable Plastics, Classification of Plastics by Components, Inspection of Used Clothing and Textiles, etc.




Batteries
Inspection for External Defects in Batteries (Electrolyte Inspection) and Inspection of Battery Components and Raw Materials.



Meat Processing
Inspection of Product Surface Contaminants, Chicken Breast Defects, Bone Integrity, and Fat Content Analysis, etc.


Minerals/etc
Classification of Minerals by Components and Inspection for Foreign Matter in Polysilicon, etc.



Introducing HYPER-INTELLISENSE® Technology
HYPER-INTELLISENSE® represents an advanced inspection technology utilizing spectrum analysis to identify and eliminate imperceptible defects in real-time. This non-contact analysis technique relies on chemical composition, delivering swift and enhanced inspection performance compared to conventional methods.
In HYPER-INTELLISENSE® analysis, 3D image data is derived by segmenting light into various wavelength ranges. This allows for a more precise analysis, providing detailed and abundant data, surpassing the capabilities of standard line scan optical cameras available in the market.
HYPER-INTELLISENSE® expands upon spectroscopic analysis, traditionally confined to laboratory settings for material composition analysis. It enables the acquisition of numerous images and spectral data in a single measurement, facilitating the classification of objects based on their unique characteristics.
With the evolution of hardware capable of processing vast amounts of data at high speeds, new applications are emerging for product monitoring and classification. HYPER-INTELLISENSE® inspection technology allows the pre-detection of unseen foreign substances or defects in objects based on their chemical composition. Additionally, real-time monitoring of product quality information becomes feasible on the production line.

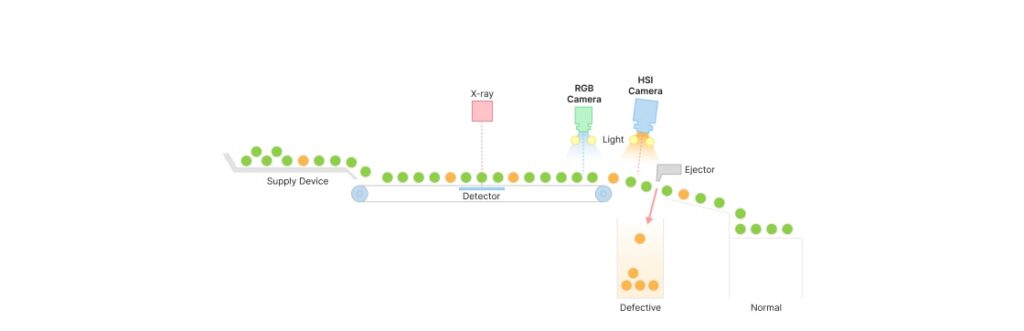
Single-sided Inspection
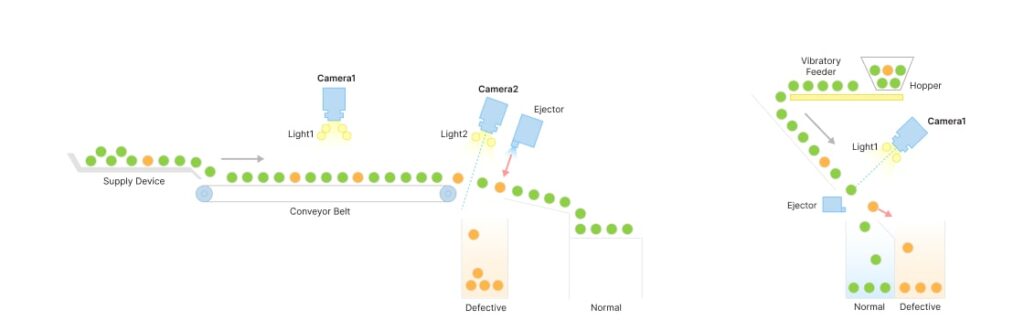
Double-sided Inspection
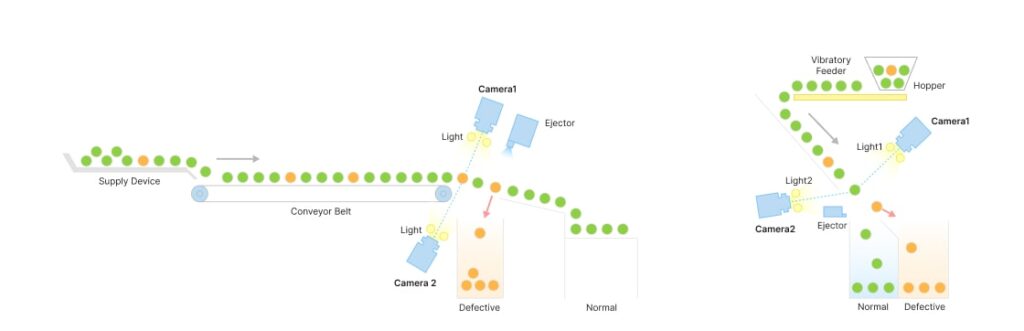
Complex Inspection